Изучаем как пользоваться холодной сваркой
Содержание:
- Сферы применения
- Виды и производители
- Советы
- Использование и безопасность
- Коротко о холодной сварке
- Как пользоваться холодной сваркой: общие правила
- Виды материалов пригодных к свариванию
- Инструкция по применению холодной сварки для металла
- Распространенные мифы о холодной сварке
- Стандартный способ использования
- Как выбрать?
- Холодная сварка для линолеума
- Особенности
- Опасность приобрести подделку
- Инструкция по применению
- Что представляет собой технология
- Что такое холодная сварка?
Сферы применения
Ремонты деталей во всех областях путём склеивания.
Выделяют несколько групп склеиваемых материалов:
.
Металлы
В металлах применяются два вида холодной сварки:
1.Сварка деформацией.
2.Сварка клеевая.
.
Сварка деформацией
Она также происходит при обычной (комнатной) температуре. В этом случае разрушение металлической связи происходит за счёт деформаций этих связей высоким давлением.
.
Это холодная сварка для пластичных металлов, подверженных деформации металлических связей. Например, холодная сварка для алюминия.
.
Из многочисленных способов выделяют три основных:
• точечная;
• шовная;
• стыковая.
.
Из этих ХС самая распространённая – точечная, так как не требуется зажимного устройства. Сложенные внахлёст заготовки сдавливаются пуансонами через интервалы (цилиндры сверху и снизу на рис). Получается точечный вид соединения, негерметичный.
Толщина свариваемых листов – не больше 15 мм.
.
В случае шовной ХС создаётся герметичный шов – за счёт кольцевых пуансонов (или вращающихся роликов). Но при этом уменьшается толщина шва и снижается сопротивление изгибу.
.
Наиболее высокое качество швов получается в стыковой ХС, использующей зажимное устройство. Ограничение метода вызвано образованием выпуклости в месте шва. Трубы таким методом методом практически не варят, в основном – алюминиевые провода.
Стыковая ХС
Плюсы холодной сварки деформацией:
• простота процесса;
• высокая производительность;
• использование стандартного прессового и прокатного оборудования.
.
Минусы:
• шов получается или герметичный или глубокий, в зависимости от способа сварки;
• не годится для непластичных металлов, например, углеродистой стали.
.
Клеевая холодная сварка также используется для сварки металлов (не только пластичных). В том числе для алюминия.
.
Полимеры
Включая и материалы с их использованием. Но исключая полиэтиленовые.
.
Холодная сварка для пластика позволяет легко получать качественное соединение.
ХС труб из пластика
.
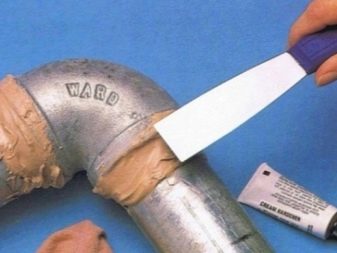
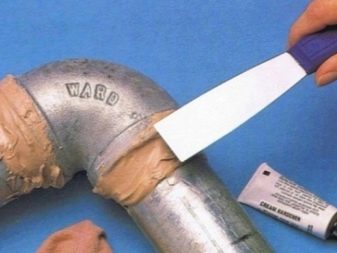
К сварке пластика применимы все общие правила. Выделяется холодная сварка для труб ПВХ (необходимы некоторые дополнительные действия). Их ремонт выполняется так:
1.В общем порядке подготавливается поверхность.
2.Определяется величина отклонения грани (из расчёта: для диаметра 4 см отклонение 2 мм).
3.Дефект замазывается твёрдым составом, место соединения для фиксации перевязывается жгутом.
.
Холодная сварка для линолеума предусматривает:
• приготовление идеального стыка между двумя листами линолеума. Это достигается наложением одного листа линолеума внахлёст на другой (6-10 см). Примерно посередине этой 6-10-ти сантиметровой полосы с помощью большой металлической линейки проводится разрез канцелярским ножом сразу обоих наложенных листов. Обрезки убираются, листы линолеума прижимают отрезами друг к другу. Стык идеален;
• приклеивается полоса малярного скотча сверху по стыку (чтобы стык был посередине), и разрезается эта полоса по стыку, просвечивающему снизу. Это обеспечит чистоту поверхности листов линолеума рядом с проклеенным стыком;
• на тубу с холодной сваркой для линолеума надевается колпачок с иглой. Игла вставляется в стык (между полосками скотча) и нажатием тубы добиваются клеевой полосы сверху по стыку (шириной 3-4 мм) – вдоль всего стыка;
• 15 минут клей на стыке схватывается, после чего полоски скотча с подсохшим клеем снимаются. Стык сохнет ещё несколько часов.
Холодная сварка для линолеума
Стекло
Холодная сварка для стекла практически не отличается от холодной сварки металла. Но для стекла используют специальные прозрачные ХС, чтобы не заметны были швы.
В местах сварки сколов не будет.
Для керамики применяется холодная сварка для керамики. Обычно двухкомпонентная. Сложность с керамикой только в точном соединении массы осколков. Трещинки в виде тонких линий восстановлению не подлежат – клею не с чем сцепиться.
Вместо обезжиривания склеиваемые части лучше нагреть строительным феном. Восстанавливают на местах крупные осколки, остальное заливают клеем. После высыхания поверхность зачищается и шлифуется.
Аналогично поступают с фарфором и фаянсом.
Применение ХС расширяется за счёт составов с повышенной влаго- и термостойкостью, выдерживающих повышенное давление.
Набор таких свойств обеспечивает широкий фронт применимости, позволяет заделывать сквозные пробои в металлах, сложных корпусах, соединять канализационные и водопроводные трубы.
Виды и производители
Обычно сварка холодным методом применяется, когда финансово нецелесообразно использовать горячий способ либо это затруднительно. Такие ситуации случаются при появлении минимального дефекта, повреждении габаритного изделия, риске серьезных внутренних напряжений в трубе.
Для ремонта можно применять следующие типы средств:
- универсальные – применяются для заклейки металла, пластика, камня, дерева, стекла, бетона и большинства иных материалов;
- автомобильные – если на материале указано, что он выдерживает высокие температуры, то использовать его в ремонте труб разрешается;
- для пластика – обычно термостойкость подобных средств достигает +260 градусов и выше, потому они тоже пригодны для работ.
Не годятся средства с пометкой «для дерева», «для сантехники». Они, как правило, не являются термостойкими, да и качество сцепления будет ниже. Лучше найти конкретную сварку для работы по металлу, пластику с четким указанием температурного режима. Есть даже суперводостойкие средства для работы под водой, их тоже можно использовать для холодной сварки.
Отечественные составы стоят дешевле импортных, но по качеству не уступают последним. Только не стоит брать самую дешевую сварку, она наверняка даст низкое качество сварного шва. Самыми востребованными средствами считаются такие:
- Hi-Gear. Универсальный клей, его часто покупают владельцы авто для заклеивания элементов, подвергающихся серьезным нагрузкам. Такой клей поможет устранить любую течь системы отопления.
- «Титан». Годится для любых материалов, не портится от воздействия воды и высоких температур.
Также спросом пользуются сварки ABRO, «Полимет», «Алма», Wurth Liquid, Permatex Cold Weld.

Советы
Чтобы правильно применить состав, необходимо выполнить ряд подготовительных процедур. Прежде всего, нужно убрать с поверхности пыль, жирный налет, масляные пятна и другие загрязнения. Это касается и ржавчины, ее тщательным образом счищают, чтобы обеспечить доступ к сцепляемым поверхностям. Только после того, как покрытие будет пригодно к работе, следует приступать к сварке.
Двухкомпонентные составы извлекаются из упаковки и тщательно перемешиваются. Жидкие и твердые композиции должны прийти к состоянию пластичности, за счет чего им можно задавать различную форму. Работы осуществляются только при соблюдении мер безопасности – нужно исключить риск попадания продукции на кожные покровы.



Рекомендуется контролировать толщину слоя нанесенного материала. Первый слой не должен превышать 6 мм. При необходимости накладывается второй слой холодной сварки, но только после того, как окончательно просохнет предыдущий. Эксплуатировать конструкцию по прямому назначению можно будет, когда состав полностью затвердеет.
Многие покупатели задаются вопросом о том, какая холодная сварка лучше. Ответ на подобный вопрос дать сложно, поскольку технические характеристики состава подбираются индивидуально, учитывая целый ряд важных нюансов, которые касаются типа металлических поверхностей, условий эксплуатации и многих других принципиально значимых факторов.
Существует несколько моментов, на которые следует обратить внимание при покупке холодной сварки
- Наличие в композиции добавок и их разновидность. Наполнитель должен соответствовать типу металла, который будет склеиваться при помощи состава, либо иметь прочность не ниже, чем у этого материала.
- Показатели минимальной и максимальной температуры, в диапазоне которой состав сохраняет свои технические показатели. Высокотемпературные составы гораздо прочнее.
- Часто принципиальное значение имеет время застывания сварки. Поэтому правильнее будет приобрести два вида продукта: для оперативного склеивания и стандартного типа. Хотя в большинстве случаев последний вид обеспечивает более надежное и качественное соединение.


Несомненно, продукции присущи некоторые минусы, но при условии грамотного подбора материала можно с легкостью справиться с возникшими неполадками, даже если профессиональный опыт пользователя минимален.
О том, как работает холодная сварка, смотрите в следующем видео.
Использование и безопасность
Общие правила
При использовании жидкой ХС применяют следующие меры безопасности:
• работа в спец. костюмах и перчатках. При попадании жидких ХС на кожу тщательно промыть водой, при необходимости – к врачу;
• перед использованием твёрдых ХС смочить руки, предотвращая прилипание к ним ХС;
• работать в респираторе, в хорошо проветриваемом помещении;
• нельзя склеивать предметы, которые будут контачить с продуктами питания;
• не подвергать ХС воздействию солнца;
• застывающую массу подогревают возле батареи полчаса.
.
Холодная сварка инструкция по применению:
1.Устранить загрязнения, при необходимости промыть с щёткой, просушить.
2.Обеспечить некоторую шероховатость поверхности.
3.Зачистить место будущего шва наждачкой, обезжирить.
4.Деревянные поверхности предварительно обработать антисептиком.
5.ХС наносится только на присоединяемую деталь.
6.Изучить инструкцию по применению состава, обращая внимание на срок замешивания.
7.Приготавливается состав:
• содержимое туб А и В смешивается (10 минут) в достаточном и равном количестве (от 150 до 300 г/м2) с использованием прилагаемых в комплекте лопатки и пластины, не склеиваемых смолой (перед самым употреблением);
• перемешивать до однообразной массы;
• при смешивании жидких ХС размешивать до однородности цвета смеси.
8.Склеивание:
• поверхности соединяются на 2 минуты, в это время возможна корректировка склеиваемых поверхностей;
• через 10 минут запрещается корректировка;
• полное застывание происходит в течение суток, но обработку, крепёж на склеенных поверхностях производить не ранее чем ещё через сутки.
Покраску можно производить после первых суток.

.
Особенности ремонта изделий
Выше перечислены многочисленные варианты ремонта различных материалов и изделий. В дополнение: обязательно читать инструкцию по применению конкретного состава. Ремонт сложного изделия лучше рассмотреть на примере:
Ремонт радиатора
• использовать подходящий именно для радиатора состав, в крайнем случае использовать термостойкий клей для металла. Иначе при нагреве радиатора заплатка отскочит;
• для определения протечки может понадобиться снять радиатор. Подобная процедура актуальна для многих сложных изделий;
• хотя и не обязательно, но лучше воду слить;
• аналогично с просушкой радиатора: не обязательно, но желательно;
• дальше стандартные процедуры по зачистке, обезжириванию поверхности для нанесения ХС;
• возможно использование как твёрдой ХС, так и жидкой, применение стандартное, описанное выше;
• сушка от часа до суток.
.
Коротко о холодной сварке
Холодная сварка представляет собой жидкую или пластилинообразную смесь, которая позволяет соединить между собой даже разнородные материалы, не прибегая к действию на них высоких температур. Перед традиционными методами соединения металлов и пластиковых изделий холодная сварка имеет ряд преимуществ. Это простота в использовании, пожаробезопасность, прочность и долговечность полученного шва, отсутствие деформации склеиваемых поверхностей и др. Присутствуют и недостатки. Это пластическая деформация соединяемых деталей.
Холодная сварка используется для ремонта и монтажа систем отопления, водопровода, контура ГВС, а также при поломке деталей машины, образовании трещин и проколов в емкостях различного предназначения. Многие спрашивают о том, можно ли запаять радиатор холодной сваркой. Специалисты утвердительно отвечают на данный вопрос. Но настоятельно рекомендуют покупать клеящий состав в соответствии с последующими условиями эксплуатации соединительного шва и химическим составом обрабатываемой поверхности.
Как пользоваться холодной сваркой: общие правила
Работа с разными видами материала имеет свои нюансы, но есть и общие правила:
поверхность должна быть тщательно обезжирена и очищена от любых других загрязнений
Удаление жировой и/или масляной пленки, а также частиц бензина, солярки, смазочных материалов особенно важно, поскольку в противном случае адгезионные способности состава значительно уменьшаются. Для очистки пластиков и линолеума хорошо подходят смеси на основе спирта (в том числе технического), для металла – легкие растворители;
непрочные элементы поверхности, выкрашивающиеся кусочки, участки коррозии и другие дефекты, нарушающие прочность материала, необходимо удалить до начала ремонта (зачистить до плотного и равномерно прочного материала);
чтобы улучшить адгезионные свойства поверхности, желательно удалить с нее любые лако-красочные покрытия и обработать гладкие поверхности абразивом
Для зачистки металла подходит проволочная щетка, для мягких пластиков – наждак с фракцией 120…240 грид;
если необходимо заделать трещину, лучше высверлить отверстия в ее концах или чуть дальше, чтобы снять напряжение материала и избежать расширения дефекта;
для обработки больших площадей или выравнивания вмятин уместно использовать армирующие материалы – сетку из стекловолокна или пластика, нетканый текстиль, даже обычную ткань и марлю;
чтобы улучшить схватывание ремонтного состава, можно немного нагреть детали – например, положив их на батарею отопления или рядом с ней. Однако сильный нагрев приведет к чрезмерно быстрому первичному застыванию композита;
соединяемые детали прижимают друг к другу с усилием;
по завершении ремонтных работ рекомендуется зашлифовать шов/стык и покрыть его дополнительно лаком, краской или другим видом поверхностной защиты. Это продлит срок эксплуатации детали.
Важно: у разных видов «холодной сварки» различное время первичного схватывания и полного набора твердости. Внимательно читайте рекомендации производителя!. Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный
Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность
Отдельно стоит заметить, что в зависимости от типа продукции – жидкая однокомпонентная смесь, два компонента в разных флаконах (тубах) или «колбаска» из двух компонентов – способ подготовки продукта к использованию также разный. Жидкий состав просто наносится на обрабатываемую поверхность. Два жидких компонента смешиваются в одноразовой посуде согласно рекомендациям изготовителя. Пластичную массу смешивают в руках до полной однородности и размягчения (вначале она напоминает по консистенции холодный пластилин, при разминании немного согревается и становится мягче), после чего наносят на поверхность.
В этом видео показана технология применения «холодной сварки» на примере разных составов.
https://youtube.com/watch?v=kcZdWS0x1tk
Обязательные меры предосторожности при работе с холодной сваркой:
- использование перчаток, причем не одноразовых медицинских или хозяйственных, а прочных резиновых;
- работа в газовом респираторе;
- применение защитных средств для рабочего места и одежды.
Виды материалов пригодных к свариванию
Применение холодной сварки ограничивается физическими свойствами материалов и пригодна для различных металлов и их сплавов, достаточно пластичных при комнатной температуре:
- алюминий
- медь
- кадмий
- никель
- свинец
- олово
- цинк
- титан
- серебро
- индий
- золото
- платина и др.
Пластичность соединяемых материалов может быть повышена подогревом до соответствующей температуры. Так, например, высокопрочные алюминиевые сплавы при температуре 300-350°С свариваются за счет соответственно направленной пластической деформации подобно чистому алюминию при комнатной температуре.
Если на металл нанести твердые пленки электролитическим способом, например на медь пленку твердого никеля, или принять меры к предотвращению загрязнения, выполняя холодную сварку сразу же после окончания обработки механической щеткой, то в этих случаях связь происходит при значительно меньших деформациях.
Свариваемость при данном способе может быть оценена максимальной остающейся толщиной металла в месте соединения, выраженной в процентах по отношению к первоначальной толщине детали до сварки.
Инструкция по применению холодной сварки для металла
В инструкции на каждый вид холодной сварки всегда указано как пользоваться данным типом композита, а также область его применения. Но в целом технология и состав работ у всех видов холодной сварки примерно одинаковы.
Общий порядок выполнения работ:
- Приготовить материалы, инструмент и приспособления для сжатия склеиваемых поверхностей.
- Зачистить мелкозернистой шкуркой рабочие поверхности.
- Просушить феном, а затем обезжирить будущее место нанесения готовой смеси.
- Приготовить композит. Если он состоит из двух отдельных компонентов – смешать их в отдельной емкости. Если это двухкомпонентная пластичная масса — отрезать нужное количество от бруска, а затем размять его руками до получения однородной массы.
- Шпателем или руками в перчатках нанести полученную смесь на ремонтируемую поверхность. Все надо делать быстро, так как постепенное затвердевание композита начинается через две-три минуты после смешивания.
- Для надежности соединения сжать склеиваемые поверхности струбцинами или (если необходимо) неподвижно закрепить деталь.
Распространенные мифы о холодной сварке
Активное внедрение в оборот понятия «холодная сварка» естественным образом повлекло за собой возникновение, развитие и распространение не только качественно объективных отзывов и оценок свойств этого клеящего состава. Как водится, получили распространение многие, мягко выражаясь, не совсем корректные. Пристальное изучение свойств, присущих эпоксидным клеям, позволяет сделать оценку всех существующих в реалиях качеств и мифов о них:
- Миф 1: клеит всё. Реалии: клеящие эпоксидные составы совершенно не пригодны для склеивания всех марок полиэтилена, полиэтилентерефталата, поливинилхлорида, фтор полимерных материалов и подобных им по молекулярному строению. Объясняется это физико-химическими свойствами полимеров.
- Миф 2: не токсична в неполимеризованном состоянии. Реалии: в не отвержденном виде эпоксидные смолы являются достаточно ядовитыми веществами. Самые распространенные в производстве клея холодная сварка жидкие эпоксидные диановые смолы относятся, в соответствии с классификацией ГОСТ 12.1.007, ко второму классу опасности – высоко опасным веществам.
- Миф 3: универсальная одинаково хорошо клеит любые материалы. Реалии: универсальные марки пригодны для создания клеевых соединений различных материалов, но удовлетворительного качества. Хорошего качества соединения можно добиться исключительно с применением специализированных составов.
- Миф 4: соединения получаются прочнее, чем склеиваемые материалы. Реалии: на самом деле, холодная сварка abro обеспечивает усредненную силу отрыва в 235 Н, а лидер по этому показателю холодная сварка Титан – 381 Н. Но такие показания пригодны для разрушения только средних по качеству алюминиевых сплавов.
- Миф 5: холодная сварка не проводит ток. В реальности же все зависит от состава наполнителя, где может присутствовать металлический порошок, в случае если средство предназначено для склейки металлических поверхностей и в данном случае соединительный материал будет проводить электрический ток.
Стандартный способ использования
Перед склеиванием следует обработать поверхности деталей. Они должны быть сухими и шероховатыми – для этого следует обезжирить их и пройтись по ним наждачной бумагой. Такая обработка позволит обеспечить наилучшее сцепление металлов с клеящим составом.
Затем надо взять холодную сварку и приготовить её к использованию. Способ приготовления, как правило, описан на упаковке и зависит от типа клеящего состава (однокомпонентный или двухкомпонентный, жидкий или пластилиновый и так далее).
Следующий этап — это нанесение холодной сварки на обе металлические детали. И тут же эти детали должны быть соединены между собой.
Если две соединяемые поверхности являются плоскими, то для более надёжной фиксации не помешает дополнительно закрепить их специальными зажимами. После того, как холодная сварка окончательно высохнет, соединённые детали можно шпатлевать и красить.
Как выбрать?
При покупке учитывайте следующие моменты:
- Поверхности, которые может склеить холодная сварка. Информация указана на упаковке или в карточке-описании на сайте поставщика/производителя.
- Время схватывания и склеивания. Это абсолютно разные понятия. Поскольку схватывания – это момент, когда состав начинает твердеть. И чем дольше он делает, тем больше у мастера времени подвигать детали так, как ему нужно. Время склеивания «оповещает» о том, что изделие готово к дальнейшему использованию.
- Какие температурные режимы выдерживает (тем шире этот диапазон, тем лучше). Диапазон варьируется от -20 °С до +15°С. Если показатели серьезно отклоняются от нормы, то эффективность средства станет намного ниже.
- Наличие инструкций и рекомендаций по использованию. Их четный и понятный язык. Этот показатель особенно важен, если ранее не сталкивались с таким составом. Хорошая инструкция по применению поможет быстрее понять, что к чему.
- Расход. Показатель зависит от плотности состава и умения пользователя использовать материал. Так, что назвать его достоверным нельзя. Если приобретает пастообразный клей, то 60 мл сможет «создать» шов на 25-30 м.
При выборе производителя запрашивайте рекомендации у знакомых. Также отмечайте для себя хороших и плохих производителей. Удаляйте из списка тех, кто оказался неэффективным.

Холодная сварка для линолеума
Отдельно стоит рассмотреть соединение полотнищ и ремонт линолеума с помощью полимерного ремонтного состава. Применение этого, по сути дела, высокоадгезионного клея дает возможность выполнить малозаметные стыки между отдельными фрагментами или заделать повреждения в напольном покрытии.
Поскольку пластичная замазка при работе с рулонными материалами неудобна, используют жидкий вариант – его заливают в щель между двумя фрагментами линолеума и на поверхность, разравнивая с помощью шпателя или другого подходящего материала.
Важный нюанс: чтобы не испортить поверхность линолеума рядом с заделываемым стыком, место соединения проклеивают малярной лентой. Потом ее прорезают строительным ножом четко по стыку и заливают в него жидкий композит.
Особенности
Клей «холодная сварка» – это такое вещество, которое может помочь соединить две детали из металла без участия термической реакции. Состав может деформироваться так, что есть возможность надежным образом покрыть части, склеивая их. Чаще всего используется в процессе ремонта сантехнического оборудования и показывает отличные результаты в работе с машинами. Большим преимуществом такого клея является способность склеивать элементы, которые не были заранее подготовлены к данной процедуре, что ускоряет процесс и делает его более удобным.
«Холодная сварка» представляет собой смешение вещества с полимерами и получение итогового результата. От того, насколько качественные ингредиенты в составе, а также от правильности его изготовления будут зависеть и характеристики прочности вещества. Если в процессе ремонта создать условия, близкие к идеальным, то клей может стать прочнее, чем сам металл, но реально такого практически никогда не удается сделать, потому использование клея может быть полезным для временных нужд и кратковременного выхода из проблемной ситуации.


Особенно удобно пользоваться этим составом там, где нельзя использовать повышенные температуры, а детали должны быть надежно спаяны. Удобство состоит и в том, что в процессе спайки необязательно работать с однородными металлами, соединять можно несколько вариантов, которые хорошо будут крепиться друг с другом при помощи клея.

Если говорить о ряде преимуществ, то к ним следует отнести:
- отсутствие деформации металлической поверхности ввиду отсутствия температурного воздействия;
- шов получается аккуратный и довольно крепкий;
- для ряда металлов возможно только использование «холодной сварки», к ним относят алюминий и медь, которые посредством других вариантов не соединяются;
- после работы не остается отходов из металла;


- нет нужды использовать электроэнергию;
- экологичность процедуры;
- не нужно иметь подготовку для проведения процедуры;
- не нужно наличие специализированного оборудования.


Опасность приобрести подделку
Рынок полон разнообразных низкопробных подделок
neeck, Моддинг форум
Холодная сварка представлена на рынке как отечественного производства, так и зарубежного.
Cruzzz, Моддинг форум
По истечении суток можно проверить прочность
Некоторые подделки сразу раскрывают свою суть. Обычно качественная холодная сварка схватывается уже за 15-20 минут. Подделки делают это намного дольше, а в дальнейшем и вовсе начинают раскрашиваться.
В целом качество починки будет зависеть не только от того, насколько оригинальный продукт попал к вам в руки, но и того, как вы им воспользовались. Например, если приобретена жидкая модификация клея, нужно чётко соблюсти пропорции, указанные в инструкции. При их нарушении состав может растерять свои клеящие свойства.
И вина тут абсолютно не в производителе
Мощный, со многими положительными характеристиками, но клей. И использовать его в важных механизмах (например, где возможно наличие усилия на отрыв) не стоит. Его «аудитория» — мелкие бытовые поломки.
Инструкция по применению
Несмотря на то, что холодная сварка очень проста в эксплуатации, многие совершают глупые ошибки. Чтобы наш читатель избежал их, мы расскажем, как правильно делать, а как нет.
Сколько сохнет
Ответ индивидуален относительно каждой марки. Существует такое понятие “первичное высыхание”, так называют момент, когда масса уже приняла форму и не поддается исправлениям, однако конечного результата еще не достигла. В таком состоянии шов очень уязвим, поэтому свариваемый предмет не надо подвергать лишним действиям. Первичное высыхание наступает примерно после 5-20 минут, этого времени вполне хватает для подготовки и нанесения клея.
Сварка полностью высыхает в течении 12 или 24 часов, лучше, конечно, оставить изделия сохнуть на сутки. По истечению этого времени продукт полностью готов к использованию.
Меры безопасности
Хоть холодная сварка и кажется безвредной, соблюдение следующих мер безопасности являются важной частью работы
Нельзя допускать попадания сварки на открытые участки кожи и глаз.
В случае попадания в глаза или на кожу, нужно немедленно промыть поврежденное место чистой водой
При осложнениях в обращаться к врачам.
Хранить в недоступном для детей и животных месте.
Работать с клеем в защитных очках и перчатках.
Если с сухим клеем возможно работать без мер предосторожности (перчаток), то с жидким такое не прокатит.
Не допускать попадания сварочных веществ в продукты питания.
Типичные ошибки в работе
Казалось бы, какие ошибки можно допустить, бери да клей
Однако, некоторые неосторожности могут понизить качество шва. Наш читатель должен быть предупрежден
- Всегда нужно проверять срок годности.
Истекшая по сроку сварка утрачивает все свои способности. - Поверхность подготавливается строго по примечаниям от изготовителя.
В ином случае сварка отвалится. - Нельзя хранить остатки клея на воздухе.
Он затвердеет. Конечно, его можно разогреть в теплой воде, но это отразится на качестве. - Использовать по назначению.
Не стоит использовать клей по дереву для керамики и так далее. - Правильно подбирать холодную сварку по ее свойствам.
Если речь идет о ремонте нагревающихся деталей, то нужна термостойкая смесь. - Соблюдать пропорции при смешивании.
Жидкая сварка будет менее прочная или вообще не будет склеивать, если пропорции не соблюдены.
Правила хранения
Соблюдение правил хранения увеличит срок пригодности клея.
- Исключить попадание солнечного света.
Клей должен находится в темном и прохладном месте. - Хранить в герметичной упаковке.
Обычно сухой клей продается сразу в удобной закрывающейся упаковке, в ней и нужно его держать. Жидкий всегда находится в герметичном тюбике, там проблем нет.
Что представляет собой технология
Холодная сварка — клеящий состав, специально изготавливаемый для соединения металлических элементов. Клей по составу бывает одно-, двухкомпонентный:
- в качестве основания служат эпоксидные смолы, которые выполняют задачи пластичности, однородности смеси;
- дополнительные наполнители — сера, металлические элементы.
По консистенции — полимерная смесь, обладающая клеящими свойствами в процессе незначительного нагревания, деформирования.
Прочностные характеристики соединения будут зависеть от качества выбранного клея, правильности его применения, предварительной подготовки трубопроводной магистрали.
Если четко следовать технике холодной сварки, в идеале сварной участок, например стояка, будет гораздо прочнее, чем основной металл изделия, но по надежности шов уступает соединению, выполненному при помощи электродуговой сварки. Поэтому рекомендуется данный метод соединения металлов применять только при выполнении незначительных ремонтных работ, например, при обнаружении течи в трубе можно заварить трещину.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.