Двигатель ямз 236 регулировка и порядок работы
Содержание:
Затяжка
Выполнить обратную сборку узла, если четко следовать инструкции по демонтажным работам, особых проблем не составит.
Невероятно важным моментом замены прокладки ГБЦ и всех прочих мероприятий, связанных со снятием головки, является правильная регулировка и затяжка болтов.
Подтяжка болтов выполняется строго динамометрическим ключом, который позволит контролировать момент натяжения.
- Установите держатель в нулевом положении. Это будет говорить о том, что сейчас данные ключа равны моменту исходной позиции;
- Посмотрите на показатели динамометрического инструмента при начале затяжки болтов;
- Вращайте держатель, следите за показателями;
- Если момент не меняется, то крепеж может поддаваться растяжению, что является нормальным явлением. Именно так должно происходить;
- Если момент быстро увеличивается, следует достичь движения болта. То есть растяжение держателя малое, нужно стабилизировать.
Золотые правила затяжки
Чтобы правильно осуществить обратную сборку головки блока цилиндров, вам нужно придерживаться золотых правил:
- Строго ориентируйтесь на данные по моменту затяжки, соответствующие автомобилю ВАЗ 2109;
- Регулировку выполняйте только с помощью динамометрического ключа. Другие инструменты получить нужный результат не позволяют;
- Для установки ГБЦ используйте только исправные болты, которые соответствуют требованиям вашего двигателя, установленного на ВАЗ 2109;
- Перед работой убедитесь, что держатели находятся в исправном состоянии.
Схема затяжки
Помимо соблюдения необходимых моментов затяжения крепежных болтов ГБЦ, здесь требуется соблюдать еще одно правило.
Возвращение болтов на места выполняется строго согласно схеме, приведенной ниже.
Затяжка выполняется в четыре круга, соблюдая последовательность работы с крепежными болтами, указанной в схеме.
|
Круг затяжки |
Ваши действия |
|
Первый круг |
Динамометрическим ключом затягиваются все болты согласно схеме с прикладываемым моментом до 2,0 кг/см м |
|
Второй круг |
Затяжка по второму кругу выполняется даже по схеме, но момент применяется уже до 8 кг/см м |
|
Третий круг |
Каждый болт на третьем круге установки нужно докрутить на 90 градусов |
|
Четвертый круг |
Четвертый и завершающий круг затяжки болтов головки блока цилиндров требует повторного закручивания крепежей еще на 90 градусов |
Прежде чем следовать инструкции и схеме, убедитесь, что ваши болты соответствуют требованиям. В противном случае даже самая правильная, строго соблюдаемая затяжка не даст никакого результата.
Прокладка головки блока цилиндров на ВАЗ 2109 — достаточно надежный элемент, но ему свойственно терять свои эксплуатационные качества. Для ее замены приходится выполнять далеко не самые простые операции, но игнорировать нарушение целостности прокладки ни в коем случае нельзя. Иначе последствия обернутся дорогостоящим ремонтом, а порой и полной заменой двигателя.
ГБЦ (голова блока цилиндров) — является важнейшей составляющей в системе двигателя автомобиля. Процесс затяжки болтов ГБЦ, будет по силам автолюбителю, обладающему определенными умениями. Для работы, нам потребуется специальный инструмент и уверенность в себе. Предоставленная инструкция, поможет справиться с задачей и избежать типичных ошибок.
Для начала определим, в каких случаях необходимо произвести затяжку болтов.
Большинство современных автомобилей, не требуют затяжки болтов ГБЦ. На более ранних моделях автомобиля (например ВАЗ 2109), требуется своевременно произвести затяжку болтов, для успешного прохождения технического осмотра.
Как правило, скопление влаги в местах соприкосновения блока с цилиндрами, свидетельствует о необходимости затяжки болтов. Причиной появления влаги в указанных местах, может является утечка смазывающей жидкости. Существует несколько, наиболее популярных причин протяжки болтов, среди которых:
- Нарушение структуры головы блоков. К таким последствиям, чаще всего, приводит перегрев двигателя.
- Нарушение герметичности прокладки ГБЦ. Данный факт, так же, говорит о необходимости затяжки болтов. Момент затяжки, рекомендуется регулировать после прохождения определенного километража и в обязательном порядке, после ремонта головы цилиндров.
Как выставить вмт на двигателе ямз 236
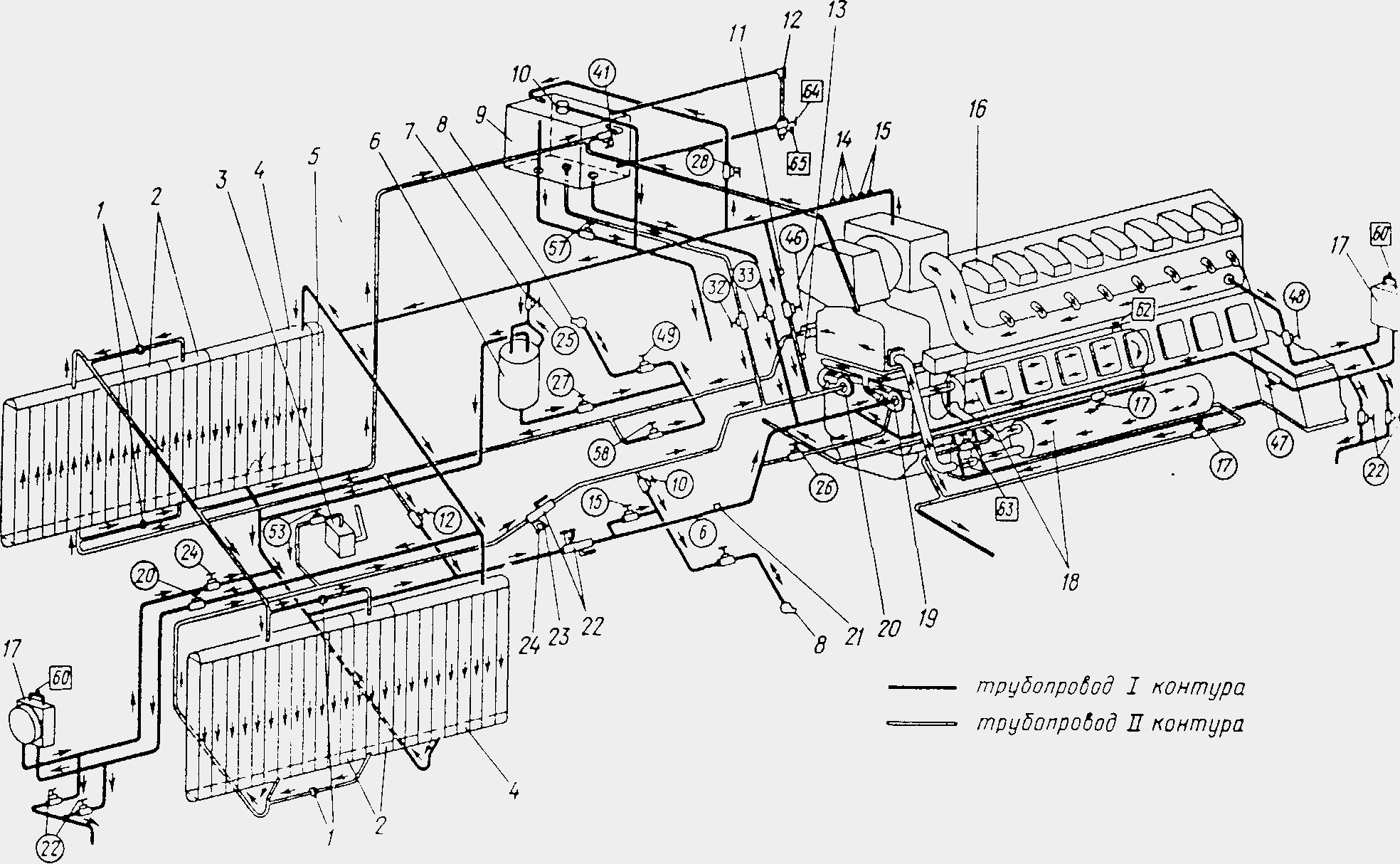
ПРОВЕРКА И РЕГУЛИРОВКА УГЛА ОПЕРЕЖЕНИЯ ВПРЫСКИВАНИЯ ТОПЛИВА ДВИГАТЕЛЕЙ ЯМЗ-236Н, ЯМЗ-236НЕ2, ЯМЗ-236НЕ, ЯМЗ-236БЕ2, ЯМЗ-236БЕ, ЯМЗ-236Б
Для регулировки угла опережения впрыскивания топлива на картере маховика предусмотрены два люка (см. рис. 63), а на маховике в двух местах нанесены значения углов. Для нижнего указателя 3 эти значения выполнены на маховике в цифровом выражении, а для бокового указателя 4-в буквенном выражении,
при этом, букве «А» соответствует значение в цифровом выражении 20°; букве «Б»-15°; букве «В»-10°; букве «Г»-5°.
Вращать коленчатый вал двигателя по часовой стрелке (если смотреть со стороны вентилятора) до совмещения меток на шкиве коленчатого вала и крышке шестерен распределения или на маховике с указателем, соответствующих установочному углу опережения впрыскивания топлива:
Рис. 63. Совмещение рисок на маховике с указателями картера маховика: 1-картер маховика; 2-маховик; 3, 4-указатели картера маховика; 5-пробка верхнего люка; А-направление вращения коленчатого вала
При этом клапаны в 1-ом цилиндре должны быть закрыты.
Вращать коленчатый вал можно ключом за болт крепления шкива коленчатого вала или ломиком за отверстия в маховике (рис. 61) при снятой крышке люка картера маховика.
В момент совмещения меток должны совместиться метка «А» на торце муфты (рис. 64, 65) с риской «Б» на указателе. Если метки не совместились необходимо произвести регулировку.
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236НЕ2,БЕ2 (рис. 64):
• ослабить затяжку болта 2 клеммового соединения: фланец 3 — ведущая полумуфта 1;
• поворотом демпферной муфты совместить указанные метки;
• не сбивая совмещенного положения меток, затянуть болт клеммового соединения моментом 16.18 кгс-м. При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин. В случае появления гофр на пластинах 4, их устранение производится путем поочередного ослабления и последующей затяжки моментом 11.12,5 кгс-м четырех болтов 5 крепления пластин к фланцу полумуфты и к демпферной муфте;
• проверить правильность установки угла опережения впрыскивания.
Рис. 64. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236НЕ2,БЕ2: 1-ведущая полумуфта; 2-болт клеммового соединения; 3-фланец полумуфты; 4-пластины привода; 5-болты крепления пластин привода; 6-шайбы; 7-демпферная муфта; 8-указатель; 9- топливный насос высокого давления; А-метка на демпферной муфте; Б-метка на указателе
Рис. 65. Муфта привода топливного насоса высокого давления двигателей ЯМЗ-236Н,Б,НЕ,БЕ: 1-вал привода; 2-пластины привода; 3-ведущая полумуфта; 4-болты; 5-болт клеммового соединения; 6-болты; 7-полумуфта ведомая; 8-муфта опережения впрыска топлива; 9-топливный насос высокого давления; А-метка на муфте; Б-метка на указателе
Порядок регулировки угла опережения впрыска двигателей ЯМЗ-236Н,Б,НЕ,БЕ (рис. 65):
• проверить плотность посадки полумуфты 3 на валу привода 1 и затяжку клеммового болта 5 (момент затяжки 43,2.58,9 Н-м (4,4.6 кгс-м));
• отвернуть (ослабить) два болта 4 и поворотом муфты опережения за счет овальных отверстий на фланце полумуфты совместить метки «А» и «Б»;
• не сбивая совмещенного положения меток, затянуть болты 4 привода моментом затяжки 43,2.58,9 Н-м (4,4.6 кгс-м). При этом отклонение пакета пластин от положения в одной плоскости должно быть в пределах ±1 мм. Замер производить вблизи мест крепления пластин;
• провернув коленчатый вал, проверить правильность установки угла опережения впрыскивания. Несовпадение рисок должно быть не более одного деления или 1° поворота коленчатого вала.
Проверить наличие масла в муфте опережения впрыска топлива (двигатели ЯМЗ-236Н,Б,НЕ,БЕ), и, при необходимости, долить масло. Для контроля установить муфту отверстиями в верхнее положение и вывернуть пробки. При медленном повороте муфты на 70° из одного отверстия должно начать вытекать масло. После доливки масла пробки завернуть.
Источник
Ремонт головок цилиндров МАЗ
Головка цилиндров представляет собой цельную отливку из серого чугуна и крепится к блоку шпильками, ввернутыми в блок. Шпильки изготовлены из хромоникелевой стали и термически обработаны. Для обеспечения отвода тепла головка цилиндров имеет водяную рубашку, сообщающуюся с рубашкой блока, для обеспечения подвода топлива к форсунке в боковой поверхности имеются отверстия под штуцера.
В головке цилиндров размещены клапаны с пружинами и деталями их крепления, коромысла, оси коромысел и форсунки.
Седла клапанов вставные. Седла впускных клапанов изготовлены из специального чугуна, а седла выпускных — из специального жаропрочного сплава. Седла запрессованы в гнезда с натягом. Седла и металлокерамические направляющие втулки клапанов окончательно обрабатываются после их запрессовки в головку.
Устанавливаемые на двигатели головки цилиндров имеют между собой конструктивные отличия:
Головки цилиндров на двигателях ЯМЗ-236НЕ2,БЕ2 могут быть блочные на три цилиндра каждая или индивидуальные:
— Блочная головка на три цилиндра каждая. Привалочная поверхность шлифована и в зоне уплотнения гильз цилиндров выполнены кольцевые проточки.
Стык головки цилиндров, блока и гильзы уплотняется прокладкой состоящей из металлической единой на три цилиндра прокладки, уплотняющей газовый стык, и резиновых уплотнительных элементов, уплотняющих масляные, водяные и штанговые полости. Уплотнительные элементы пяти видов в количестве 14 шт. на прокладку (рис. 1).
Индивидуальная головка установлена на каждый цилиндр и крепится к блоку шестью шпильками, имеющими длину 209 мм и 248 мм. В головку запрессован чугунный стакан форсунки. Стакан в верхней части уплотнен резиновым кольцом. Привалочная поверхность в зоне уплотнения гильз цилиндров имеет три кольцевые проточки. Стык головки цилиндров, блока и гильзы (рис. 2) уплотняется прокладкой состоящей из металлической прокладки, уплотняющей газовый стык, и резиновой прокладки, уплотняющей масляные, водяные и штанговые полости. Металлическая и резиновая прокладка устанавливаются на штифты блока. Металлическая прокладка выпускается четырех размеров по толщине (1,1 мм; 1,3 мм; 1,5 мм; 1,7 мм) и подбирается при сборке двигателя индивидуально с целью достижения оптимального рабочего процесса в каждом цилиндре. В запасные части поставляется прокладка толщиной 1,7 мм.
Головки цилиндров на двигателях ЯМЗ-236Н; (Б; НЕ; БЕ) блочные на три цилиндра каждая. Конструктивно выполнена в основном аналогично предыдущей блочной.
Головку цилиндров снимать только для устранения неисправностей деталей цилиндропоршневой группы, прокладки головки цилиндров, клапанов или для замены самой головки.
Снимать головку цилиндров в следующем порядке:
1. Слить охлаждающую жидкость из системы охлаждения двигателя.
2. Отсоединить от головки все трубопроводы, защитить их внутренние полости от попадания пыли и грязи.
3. Снять крышку головки цилиндров.
4. Отвернуть гайки скоб крепления форсунок (рис. 3),…
…снять форсунки (рис. 4), предохраняя распылитель от ударов и засорения отверстий.
5. Отвернуть гайки крепления осей коромысел, снять оси коромысел в сборе с коромыслами и извлечь штанги.
6. Отвернуть гайки крепления головки цилиндров (рис. 5),…
… соблюдая последовательность, обратную затяжке (рис. 6).
Отворачивать гайки крепления индивидуальных головок цилиндров не менее чем за три приема:
1 – прием — до147. 118Нм (15. 12 кгсм)
2 – прием — до 49. 39Нм (5. 4кгсм)
3 — прием — вывернуть гайки.
7. Снять головку цилиндров с двигателя и осмотреть ее состояние.
8
Если необходимо, осторожно снять прокладку головки цилиндров
9. Проверить состояние гильз цилиндров и закрыть цилиндровые отверстия, чтобы предохранить их от попадания пыли и грязи.
Установку головки цилиндров на двигатель производить в обратном порядке. Перед установкой протереть чистой ветошью привалочные плоскости блока цилиндров, бурта гильзы цилиндров и головку цилиндров. Повторное использование прокладки головки цилиндров допускается с той же головкой цилиндров только при неизменном положении гильз в блоке цилиндров и при отсутствии следов прорыва газов и разрушения окантовок газового стыка
Обратить внимание на правильность установки прокладки головки цилиндров на штифты и окантовок прокладок — на бурты гильз цилиндров
Гайки крепления головок цилиндров затягивать в порядке возрастания номеров, как показано на рис. 7, моментом 240 — 260 Нм (24 — 26 кгсм). После первой затяжки повторной операцией проверить требуемый крутящий момент на каждой гайке, соблюдая указанную последовательность. Нельзя затягивать гайки моментом большим, чем указано, так как это неизбежно приведет к разрушению деталей газового стыка.
Что такое подшипники скольжения
Для лучшего понимания того, почему вкладыши в двигателе нужно затягивать с определенным моментом, давайте взглянем на функции и назначение указанных элементов. Начнем с того, что указанные подшипники скольжения взаимодействуют с одной из самых важных деталей любого ДВС — коленчатым валом. Если коротко, возвратно-поступательное движение поршня в цилиндре преобразуется во вращательное движение именно благодаря шатунам и коленвалу. В результате появляется крутящий момент, который в итоге передается на колеса автомашины.
Коленчатый вал вращается постоянно, имеет сложную форму, испытывает значительные нагрузки и является дорогостоящей деталью. Для максимального увеличения срока службы элемента в конструкции КШМ применяются шатунные и коренные вкладыши. С учетом того, что коленвал вращается, а также ряда других особенностей, для данной детали создаются такие условия, которые минимизируют износ.
Другими словами, инженеры отказались от решения установить обычные шариковые подшипники или подшипники роликового типа в данном случае, заменив их на коренные и шатунные подшипники скольжения. Коренные подшипники используются для коренных шеек коленчатого вала. Вкладыши шатунов устанавливаются в месте сопряжения шатуна с шейкой коленвала. Зачастую коренные и шатунные подшипники скольжения выполнены по одинаковому принципу и отличаются только внутренним диаметром.
Для изготовления вкладышей используются более мягкие материалы по сравнению с теми, из которых изготовлен сам коленвал. Также вкладыши дополнительно покрывают антифрикционным слоем. В место, где вкладыш сопряжен с шейкой коленвала, под давлением подается смазочный материал (моторное масло). Указанное давление обеспечивает маслонасос системы смазки двигателя
При этом особенно важно, чтобы между шейкой коленвала и подшипником скольжения был необходимый зазор. От величины зазора будет зависеть качество смазывания трущейся пары, а также показатель давления моторного масла в смазочной системе двигателя
Если зазор будет увеличен, тогда происходит снижение давления смазки. В результате происходит быстрый износ шеек коленвала, а также страдают другие нагруженные узлы в устройстве ДВС. Параллельно с этим в двигателе появляется стук.
Добавим, что низкий показатель давления масла (в случае отсутствия других причин) является признаком того, что нужно шлифовать коленвал, а сами вкладыши двигателя необходимо менять с учетом ремонтного размера. Для ремонтных вкладышей предусмотрено увеличение толщины на величину 0.25 мм. Как правило, ремонтных размеров 4. Это значит, что диаметр ремонтного вкладыша в последнем размере будет на 1 мм. меньше по сравнению со стандартным.
Сами подшипники скольжения состоят из двух половин, в которых выполнены специальные замки для правильной установки. Главной задачей является то, чтобы между шейкой вала и вкладышем образовался зазор, который рекомендуется изготовителем двигателя.
Как правило, для замеров шейки используется микрометр, внутренний диаметр шатунных вкладышей промеряется нутромером после сборки на шатуне. Также для замеров можно использовать контрольные полосы бумаги, используется медная фольга или контрольная пластиковая проволока. Зазор на минимальной отметке для трущихся пар должен быть 0. 025 мм. Увеличение зазора до показателя 0.08 мм является поводом к тому, чтобы расточить коленвал до следующего ремонтного размера
Отметим, что в некоторых случаях вкладыши просто меняются на новые без расточки шеек коленвала. Другими словами, удается обойтись только заменой вкладышей и получить нужный зазор без шлифовки
Обратите внимание, опытные специалисты не рекомендуют такой вид ремонта. Дело в том, что ресурс деталей в месте сопряжения сильно сокращается даже при учете того, что зазор в трущейся паре соответствует норме
Причиной считаются микродефекты, которые все равно остаются на поверхности шейки вала в случае отказа от шлифовки.
Особенности двигателя
ЯМЗ 236 был разработан в 50-е годы, и до сих пор устанавливается на более чем 40 моделях машин, в том числе военных, а также тракторах и китайских большегрузных тягачах. Незначительные изменения его технических параметров коснулись, в основном, турбонаддува, системы питания, а также выпуска газов. Они позволили повысить его мощность и экономичность, а также уменьшить уровень загрязнения выхлопных газов. ЯМЗ 236 заслужил признание автомобилистов благодаря:
- простоте конструкции;
- рациональному размещению каждого из компонентов;
- высокой степени унифицированности его узлов.
Регулировка клапанов ямз 236
Регулировка клапанов ямз 236 вызывает сложность только по одной причине. У этого двигателя нет фиксатора положения поршня в ВМТ. А поэтому необходимо искать данное положение в момент впрыска на первом цилиндре. Скажу сразу схемы регулировки, с проворотом коленвала за один оборот я сразу исключаю. Очень большая вероятность ошибки. И потом просто напросто приходится регулировать клапана повторно. Этод метод требует идеально точного положения поршня в ВМТ. Что на подобных моторах очень тяжело добиться.
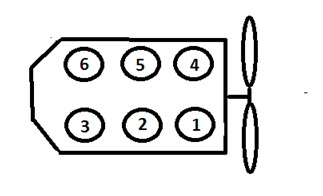
Порядок работы цилиндров ямз 236
1-4-2-5-3-6
Зная порядок работы необходимо найти положение поршня первого цилиндра в момент сжатия. Повторюсь что на этом двигателе нет фиксатора, а искать метки на переднем шкиву и маховике очень не удобно. Поэтому можно проще определится, по положению клапанов первого цилиндра.
Во вторых. Величина тепловых зазоров для впускных и выпускных клапанов одинаковая.
При регулировке всегда задаешься этими вопросами. Это как бы сказать основные моменты, в которых не нужно сомневаться. Если длительное время не регулировал клапана именно на этой модели.
С чего начать.
Двигатель должен быть холодным, потому что допустимые зазоры предусмотрены именно для холодного двигателя.
Необходимо снять крышку клапанов и определиться какие клапаны впускные, а какие выпускные. Это не сложно сделать, потому что выпускные клапаны расположены на против каналов выхлопного коллектора, а впускные соответственно напротив каналов впускного коллектора. Ещё можно сориентироваться по направлению двигателя. В правом ряду по ходу движения, выпускные клапаны расположены в сторону вентилятора охлаждения. А в левом ряду выпускные клапаны расположены в сторону маховика.
Регулировка клапанов ЯМЗ 236
Регулировку начинаем с первого цилиндра. Он расположен с правой стороны по ходу движения автомобиля
Теперь очень важно определить положение верхней мертвой точки (ВМТ) первого цилиндра в момент сжатия топливной смеси. В этом положении, впускной и выпускной клапаны ,должны быть закрыты
Вращаем коленчатый вал по часовой стрелке (если смотреть в торец двигателя спереди) до тех пор пока впускной клапан полностью не закроется. То есть коромысло впускного клапана должно подняться вверх и при дальнейшем вращении быть неподвижным. Продолжаем вращать коленвал, пока не закроется выпускной клапан. Как только он закрылся прекращаем вращение. Это и будет положение поршня в ВМТ в момент сжатия.
Здесь очень важно не ошибиться, именно от этого положения будут регулироваться и остальные клапана. Лучше лишний раз себя проверить
В этом положении метки угла опережения зажигания будут находится близко от своего совмещения. Идеальный вариант если они совместятся, но в данном случае такая точность не нужна. Выпускной клапан закрылся и этого достаточно.
Для регулировки клапана первого цилиндра. Щуп толщиной 0,25 мм должен входить между клапаном и коромыслом с небольшим усилием, а если использовать щуп толщиной 0,30 мм он должен испытывать сопротивление.
После регулировки клапанов первого цилиндра переходим на другую сторону и начинаем регулировку четвертого цилиндра. Продолжаем вращение коленвала в том же направлении. И повторюсь еще раз, дожидаемся когда закроется впускной клапан и при дальнейшем вращении закрывается выпускной клапан, в момент полного закрытия начинаем регулировку клапанов 4 цилиндра, затем в том же самом порядке производим последовательно регулировку 2, 5, 3, и 6 цилиндров.
Схема расположения цилиндров на двигателе
Повторюсь. Существует схема регулировки клапанов за один оборот коленвала. Потому что выставляешь коленвал в одном положении, регулируешь клапана согласно схеме. Затем проворачиваешь коленвал на один оборот и согласно схеме регулируешь оставшиеся клапана. Никогда этим не пользовался и не кому не советую. Очень большая вероятность ошибки в точности положения коленвала. В итоге времени и сил на регулировку клапанов затрачиваешь больше. Так как приходится всё переделывать
Очень важно своевременно производить регулировку. Увеличенные зазоры приведут к позднему открыванию и раннему закрыванию клапанов
Что скажется на мощностных характеристиках двигателя, а как следствие увеличится расход топлива. А отсутствие тепловых зазоров не позволит клапана полностью закрываться, в результате клапана прогорят. Регулировка клапанов ЯМЗ 236 не занимает слишком много времени, доступ к клапанам удобный, и особенно затягивать с ней нужно.
Источник
Особенности замены прокладки ГБЦ ЯМЗ
В предыдущих статьях мы уже писали о том, почему выходит из строя прокладка ГБЦ МАЗ. Сегодня мы рассмотрим основные особенности ремонта агрегата.
Итак, если уплотнитель разрушился или деформировался, необходимо установить новый элемент. В данном случае мы не рекомендуем экономить на комплектующих, иначе со временем могут случится более серьезные поломки. Также не забывайте, что замену прокладки ГБЦ ЯМЗ выполняют строго по инструкции, в соответствии с рекомендациями производителя.
Сначала ставят метку. Это упростит установку детали. Затем ослабляют ролик. Снимают кожух ремня. Затем демонтируют ролик, шестерню распределительного вала.
С кожуха выкручивают болты. Аккуратно снимают прокладку ГБЦ МАЗ. Воздушный фильтр извлекают вместе с корпусом. От карбюратора отсоединяют все тросики. Отцепляют шланги. Затем откручивают блок подогрева. Отсоединяют крышку. Тосол сливают открутив краник на радиаторе.
Снимают штаны от коллектора. От головки блока цилиндров отсоединяют патрубки и провода датчиков. Снимают возвратную пружину. Затем демонтируют провода с датчика тамблера и холла. Верхнюю часть блока цилиндра аккуратно чистят.
Прокладку ГБЦ МАЗ перед монтажом иногда смазывают маслом. Это поможет быстро снять уплотнитель при следующем ремонте
После замены прокладки БЦ осторожно устанавливают на место. Вкручивают болты по порядку
Сборку деталей осуществляют в обратном порядке.
Рекомендуем монтировать прокладку ГБЦ МАЗ в клапанную крышку, предварительно удалив старый герметик. Затем аккуратно поставьте на место ремень и зажигание. Монтируйте и натяжной ролик. Затем приступайте к натяжке ремня.
Источник
Руководство по регулированию поршней на ЯМЗ 238
 Прежде чем проводить регулировку, следует подготовить двигатель. Для этого необходимо остудить мотор до 30 °C, и прекратить подачу горючего.
Прежде чем проводить регулировку, следует подготовить двигатель. Для этого необходимо остудить мотор до 30 °C, и прекратить подачу горючего.
Кроме того, следует зажать передающие рычаги коромысла:
- выпускные элементы цилиндров с первого по четвертый справа зафиксировать к торцу оси, а впускные – к упорной шайбе;
- остальные прижимаются наоборот.
Дальнейшая самостоятельная работа заключается в следующем:
- Отсоединить фиксаторы, и извлечь клапанные крышки ЯМЗ 238.
- Оценить степень затяжки болтов, норма – 120 – 150 Нм.
- Вращая коленвал слева направо нужно поймать момент полного поднимания впускного поршня цилиндра.
- Используя стержень, оценить люфт между торцом клапана и носком коромысла у впускного и выпускного поршня первого цилиндра.
- Для настройки люфтов открутить гайку регулировочного винта, вмонтировать стержень и, поворачивая шуруп отверткой, подобрать люфт в рамках 0.25 – 0.30 мм.
- Затянуть гайку и оценить размеры люфта. Если все выполнено грамотно, то стержень толщиной 0,25 мм должен спокойно входить, а с размерами в 0,30 мм – с усилием.
Справка! Для настройки люфтов системы поршней остальных цилиндров вращать коленвал следует в том же направлении до окончательного закрытия впускного поршня, а затем еще на треть оборота. Настройку проводить так же, как указано ранее, но последовательность следующая: 5-4-2-6-3-7-8.
Кроме того, строго придерживаться установленных значений не нужно. Допустимый разброс возможен в рамках 0.20 – 0.35 мм.
Как только настройка люфта будет завершена, следует активировать мотор и проанализировать его работу. Стуки в системе клапанов должны отсутствовать.
Если посторонние звуки присутствуют, то необходимо остановить работу мотора, а настройку люфтов повторить. В конце стоит оценить поврежденность прокладок клапанных крышек ЯМЗ 238 и вернуть все на свои места.
Заключение
Еще раз пройдемся по основным моментам.
- Прокручивать коленчатый вал можно несколькими способами.
- Оценивать величину зазора можно щупом.
- Регулировать величину с помощью вращения винта.
- Порядок настройки: 5-4-2-6-3-7-8.
- Возможен разброс значений люфта в рамках 0.2 – 0.35 мм.
- Возникновение стуков – повод для повторной регулировки.
Такие простые манипуляции помогут правильным образом отрегулировать тепловые зазоры. Главное грамотно измерить люфт с помощью щупа и последовательно проводить все манипуляции. Кроме того, исправные головки цилиндров с клапанами ЯМЗ 238д 1003009 обеспечивают бесперебойную и надежную работу автомобиля
Кроме того, можно ознакомиться с видеороликом, в котором подробно рассказывается и показывается данная процедура.