Что такое коленчатый вал двигателя в автомобиле
Содержание:
Для чего необходим
При помощи кривошипно-шатунного механизма двигателя возвратно-поступательное движение поршней цилиндров двигателя переходит во вращательное движение и передается через трансмиссию к колесам автомобиля. Коленчатый вал как раз и нужен для того чтобы выполнить такое превращение. При работе каждый из поршней четырехтактного двигателя постоянно находится в одном из тактов:
- впуск;
- сжатие;
- рабочий ход;
- выпуск.
В фазе рабочего хода поршень толкает связанный с ним шатун, а тот, в свою очередь, смещает коленчатый вал. Так реализуется вращение. Следующий по порядку работы цилиндров двигателя поршень в это время сжимает горючую смесь и после ее воспламенения толкает свой шатун, в результате чего коленчатый вал непрерывно вращается.
Маховик
К заднему, если смотреть со стороны расположения ремней/цепей механизма газораспределения, концу коленвала через фланец при помощи болтов крепится маховик – массивный чугунный диск с напрессованным зубчатым венцом (см. фото). Для того чтобы маховик не смещался и не нарушалась балансировка, предусмотрены центровочные штифты или специальные болты, расположенные несимметрично. Для предотвращения утечек масла на фланец маховика устанавливается дополнительное уплотнение (сальник).
Маховик накапливает энергию, необходимую для поддержания равномерного вращения в промежутках между воспламенениями горючей смеси в цилиндрах и выводит поршни из мертвых точек (крайних верхних и нижних положений поршня в цилиндре). Зубчатый венец маховика связан с шестерней стартера. При пуске двигателя маховик проворачивается стартером, придавая валу начальное вращение. Наконец, именно через маховик на узлы и агрегаты трансмиссии передается вращательное движение.
Носок
В передней части коленвала, называемой «носком», устанавливается шкив или шестерня привода газораспределительного механизма, элементов системы охлаждения и других агрегатов (см. фото). Носок уплотняется кольцевой манжетой (сальником). Кроме того, с внешней стороны носка в крышке двигателя устанавливается пылеотражатель, препятствующий проникновению загрязнений в картер.
Источник
Схема — из чего состоит
Коленчатый вал размещается в нижней части автомобильного мотора под масляным картером. Этот конструктивный и функциональный элемент имеет своё строение. Части коленвала:
- коренная шейка – это опорная часть механизма, так называемая ось вращения. Эта деталь находится в подшипнике, который в свою очередь встраивается в картер двигателя;
- шатунные шейки – это колено коленчатого вала, упоры для шатунов. Они при работе коленвала смещаются по отношению к оси по траектории в форме круга;
- носок коленчатого вала – это выходная часть коленвала, на ней зафиксирован шкив или зубчатое колесо привода газораспределительного механизма (ГРМ), а также дополнительных механизмов. Носок передают энергию приводу ГРМ;
- щека коленчатого вала – обеспечивает соединение шатунных шеек с коренными. Они имеют защитную функцию и не дают коленвалу выйти из строя при самых максимальных нагрузках;
- фланец;
- упорные полукольца;
- вкладыши;
- шестерня;
- шкив;
- противовесы – обеспечивает сохранение баланса во время возвратно-поступательных движений элементов поршневой группы и нейтрализует нагрузку центробежной силы. Помогают уравновесить вес поршней и шатунов;
- хвостовик коленчатого вала – задняя часть механизма, к которому прикреплён маховик. Он приводит в движение шестерни коробки передач.
 Полная схема коленвала
Полная схема коленвала
В конструкции коленвал имеется кривошип коленвала. Это узел, в который входит 1 шатунная шейка и 2 щеки. Отмечу, что раньше кривошипы были в сборе. Сейчас применяют только цельные коленчатые валы.
Ось коленвала выглядит в форме коренной шейки. Шатунные шейки всегда попеременно смещаются в противоположную сторону друг от друга. Внутри элементов есть отверстия, через которые моторное масло передаётся на подшипники. Кривошип представлен в формате отдельного узла, включающего две щеки и шатунную шейку.
Раньше в машины устанавливали исключительно сборные конструкции кривошипа. Сейчас все двигатели оснащаются цельными элементами. Их производят из стали высокой прочности при помощи ковки. Далее они проходят тщательную обработку на токарных станках. Более дорогие разновидности производятся из чугуна с помощью литья.
Заднюю и переднюю часть коленчатого вала уплотняют сальниками, обеспечивающими защиту от протекания масла. Выпускающие части маховиков могут выходить за пределы блоков цилиндров.
 Фото сальника в коленвале
Фото сальника в коленвале
Вращение всех деталей вала создают подшипники скольжения. Они представлены в форме тонких стальных пластов (по-другому их называют вкладыши) с тонким слоем смазки. Для профилактики осевого смещения используется упорный подшипник, который располагается на коренной крайней или средней шейке. Теперь вы назовёте составляющие коленчатого вала без труда.
 Подшипник коленвала HONDA
Подшипник коленвала HONDA
Отмечу, что для 4-цилиндровых моторов (применяют на большинстве серийных автомобилей) применяют плоский коленвал, когда щёки с шейками располагаются в одной плоскости. Это особенно заметно, когда смотришь на вал в «фас». Перейдём к описанию принципа работы коленвала.
Как устроен коленчатый вал?
Рабочие компоненты коленвала:
- Коренная шейка – валовая опора, которая служит осью вращения самого вала. Она лежит в подшипнике, который встроен в картер.
- Шатунные шейки – опоры, связанные с поршневыми шатунами. Во время работы они смещаются относительно оси вала по круговой траектории.
- Щёки – вспомогательные детали, связывающие шатунные и коренные шейки. Они также предотвращают разрушение вала из-за резонансной нагрузки.
- Хвостовик – задняя часть, соединённая с шестерной отбора или маховиком для передачи мощности на движение.
- Носок – передняя часть вала, которая посредством шкива или зубчатого колеса передаёт мощность приводу газораспределительного блока и других вспомогательных механизмов.
- Противовесы – детали, необходимые для распределения нагрузки и уравновешивания массы шатунов и поршней.
Для уплотнения носка и хвостовика используются защитные сальники. Это предотвращает просачивание масла в местах выхода частей маховика за границы блока цилиндров. Вращательное движение обеспечивается тонкими стальными подшипниками скольжения. Чтобы ось вращения вала не смещалась, на одну из коренных шеек ставится упорный подшипник.
Во время работы самые большие напряжения концентрируются в месте соединения шеек и щёк. Для разгрузки его делают с галтелью – полукруглым переходом с промежуточным технологическим поясом. По причине экстремальных нагрузок в месте перехода щёк в шейки в своё время производители отказались от составных коленвалов, детали которых соединялись крепежом.
Для чего нужен датчик коленвала?
Датчик положения коленчатого вала (ДПКВ) используется в автомобилях, которые оборудованы системами электронного управления мотором. Поскольку вращение вала сказывается на работе многих функциональных блоков и систем, своевременная подача топлива в цилиндры ДВС может улучшить ездовые характеристики.
Датчик коленвала как раз отвечает за синхронизацию рабочих процессов. В различных моделях автомобилей его использование улучшает синхронизацию зажигания или топливных форсунок. Прибор передаёт на электронный блок управления данные о положении коленвала, направлении и частоте вращения.
Встречаются датчики следующих видов:
- Магнитные (индуктивного типа). Сигнал на ЭБУ формируется в момент прохождения синхронизационной метки через магнитное поле, которое формируется вокруг датчика. Система не требует отдельного питания, и может параллельно работать как датчик скорости.
- Датчики Холла (работают на эффекте Холла). Ток в приборе начинает движение при приближении изменяющегося магнитного поля. Перекрытие магнитного поля реализуется специальным синхронизирующим диском, зубья которого взаимодействуют с магнитным полем ДПКВ. Дополнительная функция – датчик распределения зажигания.
- Оптические. В данном случае для синхронизации также используется зубчатый диск. Он перекрывает оптический поток, проходящий между приёмником и светодиодом. Приёмник фиксирует прерывания светового потока и передаёт в электронный блок управления импульс напряжения, соответствующий параметрам вращения вала.
Датчик коленвала устанавливается внутри корпуса двигателя, как и прочие датчики управления. Для его встраивания используется специальный кронштейн, расположенный возле приводного шкива генератора. Внешне он отличается от датчиков другого назначения наличием проводка длиной 55-70 см с особым разъёмом, который соединяет устройство с системой электронного управления.
Элементы коленвала
Коленчатый вал (коленвал) ДВС состоит из:
- Коренная шейка.
- Шатунная шейка.
- Щёки.
- Передняя выходная часть вала или, по-другому — носок.
- Задняя выходная часть вала, или, по-другому — хвостовик.
- Противовесы.
Коренная шейка вала коленчатого вала — это специальное посадочное место для коренного подшипника, на котором сидит и вращается коленвал.
Обозначения рисунка «Коленчатый вал ДВС»:
- Фланец маховика.
- Противовесы.
- Шатунные шейки.
- Коренные шейки.
- Щека.
- Отверстия подвода масла к шейкам.
- Противовесы.
- Коренная шейка упорного подшипника.
- Посадочное место звездочки (шестерни) привода распределительного вала.
- Носок коленчатого вала.
В строении коленвала ДВС имеются коренные шейки, соединяющиеся с шатунныйми шейками посредством щёк. Помимо соединительной функции щек, они еще являются балансирами кривошипно-шатунного механизма, то есть выравнивают вес поршней и шатунов. Благодаря сбалансированному вращению коленвалу, двигатель работает плавно, без рывков.
На коренные и шатунные шейки надеваются подшипники скольжения, называемые вкладышами. Вкладыши тонкостенные располовинчатые из стальной ленты с антифрикционным слоем (то есть, устойчивым к трению).
Шатунная шейка является опорой для шатуна. Самой большой нагрузке в строении коленвала ДВС подвергаются места перехода от шеек к щекам.
Чтобы весь коленчатый вал двигателя не перемещался по оси, не имел осевой люфт, используется упорный подшипник скольжения. Подшипник скольжения удерживающий от перемещения по оси коленвала устанавливается на крайней или средней коренных шейках.
В конструкции шеек и щек коленвала конструкторами предусмотрены специальные отверстия для смазки. Через эти отверстия под давлением подается моторное масло к каждой шейке вала. Коренные шейки обеспечены такой индивидуальной смазкой. Через каналы в щеках, масло подается на шатунные шейки.
Задняя часть коленвала — это хвостовик, обеспечивающий передачу крутящего момента маховику, который закрепляется на хвостовике, а маховик, в свою очередь, передает вращение на коробку переключения передач.
Передняя часть коленвала — это носок. На носке монтируются такие детали:
- шестерня или звездочка привода распределительного вала (распредвала) газораспределительного механизма (ГРМ);
- шкив привода навесного оборудования. Кстати, как снять шкив коленвала, мы рассматривали подробно. Есть несколько способов.
На носке также монтируется, так называемый гаситель крутящих колебаний. Так как коленвал ДВС постоянно испытывает огромные нагрузки на кручение и излом, на носке необходимо подавлять вибрацию (колебания).
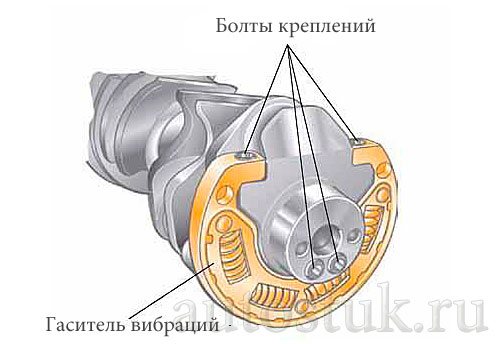
Гаситель вибраций коленвала состоит из двух дисков и растягивающегося элемента (резина, силикон, масляная жидкость, пружина). Вибрация на носке вала уменьшается благодаря гасителю крутильных колебаний.
Конструкция
Вкладыш коленвала представляет собой составную деталь из двух плоских металлических полуколец. В паре они полностью охватывают шейку коленвала. На одном из торцов полукольца имеется замок, с его помощью вкладыш фиксируется в посадочном месте. В упорных подшипниках делаются буртики — боковые стенки, которые также позволяют фиксировать деталь и не дают валу смещаться по оси.
В полукольцах имеется одно или два отверстия, через них осуществляется снабжение смазкой. На вкладышах, которые находятся со стороны масляного канала, делается продольная бороздка, по ней смазка поступает к отверстию.
Подшипник имеет многослойную структуру, в его основе — пластина из стали. С внутренней (рабочей) стороны на нее нанесено антифрикционное покрытие, обычно состоящее из нескольких слоев. Можно выделить два конструктивных подвида вкладышей — биметаллические и триметаллические.
У биметаллических на стальную основу толщиной от 1 до 4 мм нанесено антифрикционное покрытие 0,25…0,4 мм. В его составе обычно мягкие металлы — медь, олово, свинец, алюминий в разных пропорциях. Также возможны добавки цинка, никеля, кремния и иных веществ. Между основой и антифрикционным слоем часто имеется алюминиевый или медный подслой.
У триметаллического подшипника есть еще один тонкий слой из свинца с добавлением олова или меди. Он препятствует коррозии и снижает изнашивание антифрикционного слоя.
Для дополнительной защиты в процессе транспортировки и приработки на полукольца с обеих сторон может наноситься напыление из олова.
Структура вкладышей коленвала не регламентирована какими-либо стандартами и может отличаться у разных производителей.
Материал и способы получения заготовок для коленчатых валов
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле.
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Литые заготовки коленчатых валов изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке.
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), и шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы всегда изготовляют стальными.
Полировка коленвала своими силами
Кто нибудь держал в руках коленвал от среднеразмерного двигателя автомобиля? Не берем маленькие смешные микролитражки с моторчиками от садового триммера, а говорим о среднем классе автомобилей, ну например, типа Соляриса или Мазды-6? И как вы думаете, сколько весит такая железяка?
Так вот к чему. Практически каждый двигатель, подвергающийся косметическому ремонту, и разбираемый при этом до винтика, требует восстановления рабочих поверхностей шеек коленчатого вала — я еще не встречал практически ни одного мотора, имеющего средний пробег более ста тысяч км и не имеющего рисок или задиров на рабочей поверхности шеек коленчатого вала. И по этому поверхность шеек если и не нужно протачивать под следующий ремонтный размер, то уж шлифовать «под чистую» нужно обязательно. И для этого коленчатый вал необходимо отвезти в специализированную мастерскую, где его установят в специальный станок и произведут прошлифовку поверхностей шеек, упорных полуколец и зоны работы сальников. Оборудование для расточки и шлифовки валов достаточно громоздкое и дорогостоящее, по этому иметь его в каждом сервисе нецелесообразно, но и возить постоянно в спец. мастерскую тяжелые валы неохота.
Для таких целей (восстановительная шлифовка поверхностей шеек и рабочих зон коленвалов) было придумано и изготовлено мобильное (ручное) оборудование, которому нашлось применение и в других отраслях, где необходимо обработать (отшлифовать) выпуклые или цилиндрические поверхности деталей из различного материала — как металла, так и пластика, керамики, камня.
В нашем же случае (автосервиса) необходимость иметь такое устройство было продиктована четко определенной задачей — постоянно таскать в другие мастерские (на мех. завод) коленчатые валы от находящихся в ремонте двигателей и неудобно (напоминаю о том, что весят эти железки немало, и тем тяжелее, чем больше по объему двигатель. А если в ремонте находится двигатель даже легкого грузовика, то удовольствие тут ниже среднего); и еще одна причина — потеря времени на обработку, да и денег отдавать за то, что можно сделать самостоятельно, тоже неохота. Ну так и вот.. был изготовлен универсальный по сути и оптимальный при работе инструмент — ручная ленточная шлифовальная машина сабельного типа. Практически из подручных материалов сварена металлоконструкция, напоминающая смычек, на которой были закреплены два ролика с «ложбинкой» на рабочей поверхности (с бортиками), один из которых сидел на жесткой оси, приваренной к «смычку», а второй — подвижный, с помощью которого можно натягивать установленную шлифовальную ленту. Приводит в движение ленту третий ролик, смонтированный на валу «болгарки» (углошлифовальной машинки), так же имеющего боковые ограничительные бортики. Электродвигатель машинки имеет ручку плавной регулировку скорости вращения, позволяющую изменять скорость движения ленты.
Итак, собрали конструкцию, установили и натянули абразивную ленту. Новая лента требует предварительной «приработки» на любой ненужной детали для устранения возможности повреждения царапинами ответственных поверхностей коленчатого вала. Сам коленчатый вал установлен на подставках — призмах (имеющих V-образный вырез сверху) на пропитанных маслом прокладках из ветоши. Для равномерной обработки поверхности шеек необходимо поворачивать коленчатый вал с небольшой скоростью и равномерно, исключая работу ленты по одной точке. Для вращения можно использовать электромотор с редукторным приводом, понижающем обороты или, как собственно мы и сделали, мощный редукторный шуруповерт на максимально низких оборотах. Помощник шуруповертом плавно проворачивает лежащий в призмах коленчатый вал, в то время, как шлифмашиной, при легком нажатии на деталь, на средних оборотах движения ленты прошлифовывается каждая шейка, по очереди, и рабочая зона сальникового уплотнения хвостовика. Шлифовка шеек занимает в общей сложности порядка 6-7 минут, поверхность шеек имеет однородность и необходимую для работы шероховатость (для удержания на себе масляной пленки), после обработки коленчатый вал промывается, очищаются и продуваются внутренние каналы смазки — оставшийся образив с ленты, попав в рабочую зону трения вкладышей, может натворить немало бед. При осуществлении ремонта двигателя данная операция, произведенная на месте, экономит и деньги, и время — дожидаться возврата после обработки деталей из специализированного предприятия приходилось по нескольку дней! А теперь все быстро, красиво и не отходя от кассы. )))
Заинтересовавшимся описанным устройством можем помочь в приобретении уже готового оборудования, произведенного нами по Вашему индивидуальному заказу.
Коленчатый вал это конструкция, короче много раз изогнутая железяка
Коленвал представляет собой расположенные на одной оси коренные шейки, соединенные щеками и шатунные шейки, количество которых определяется числом цилиндров. При помощи шатунов шейки коленвала соединены с поршнями.
Рекомендуем: Регулировка фар своими руками
В зависимости от того как расположены коренные шейки, коленвал бывает:
- полноопорный – если коренные шейки располагаются по обе стороны от шатунной шейки;
- неполноопорный – если коренные шейки располагаются только с одной стороны от шатунной шейки.
Большинство современных автомобильных двигателей оснащены полноопорными коленчатыми валами.
Основные элементы КВ
К основным элементам относятся:
- Коренная шейка – это главная часть узла, которая находится на коренных подшипниках (вкладышах), расположенных в картере;
- Шатунная шейка – соединяет коленчатый вал с шатунами. Смазываются шатунные механизмы через специальные масляные каналы. Шатунные шейки смещены в стороны;
- Щеки коленвала – соединяют коренные и шатунные шейки;
- Противовесы – уравновешивают вес поршней и шатунов;
- Передняя, фронтальная часть или носок – элемент механизма, оснащенный зубчатым колесом (шкивом) и шестерней, а в отдельных случаях еще и гасителем колебаний. Он контролирует мощность привода газораспределительного механизма (ГРМ) и других устройств;
- Задняя часть (хвостовик) – элемент механизма, соединенный с маховиком с помощью маслоотражающего гребня и маслосгонной резьбы, выполняет отбор мощности.
Тыльная и фронтальная стороны коленчатого вала уплотняются защитными сальниками, которые не допускают протекания масла в местах, где маховик выходит за пределы блока цилиндров.
Движение коленвала гарантируют подшипники скольжения, которые представляют собой тончайшие стальные вкладыши, со специальным антифрикционным слоем. Чтобы не допустить осевое смещение, существует упорный подшипник, устанавливаемый на коренную шейку (крайнюю или среднюю).
Материалы для изготовления
Коленчатый вал это трудяга, который подвергается действию сильных, быстроизменяющихся нагрузок. Показатели его надёжности определяются конструктивными особенностями и материалами, из которого он сделан.
У этого элемента двигателя, обычно, цельная структура. Так что материалы для его изготовления должны использоваться максимально прочные, потому что от этого зависит стабильная работа системы. Лучшие материалы ‒ углеродистая и легированная сталь и высокопрочный чугун.
Коленчатые валы изготавливают методом литья, ковки из стали, а затем их вытачивают. Заготовки производят горячей штамповкой или литьем.
Материал и технология производства зависит от класса и типа автомобиля.
- Для серийных моделей коленвалы производятся методом литья из чугуна. Это уменьшает себестоимость.
- Для дорогих спортивных моделей берут кованные стальные коленвалы. Такой вариант обладает рядом преимуществ по размерам, весу и показателям прочности, и все чаще используются в автомобилестроении.
- Для супердорогих двигателей изделие вытачивается из цельных стальных болванок. При этом приличная часть материала остается в отходах.
Конструктивные особенности
Теперь вы знаете, что кроме серийных, есть и спортивные коленвалы. Они дают возможность ускорить ход поршня в крайней точке сжатия, благодаря специальной форме шатунных шеек. У стандартного вала они круглые, а у спортивного ‒ немного вытянутые, за счет этого характеристики двигателя изменяются.
Поздравляю вас, господа. Теперь вы в курсе, что коленчатый вал это не только тяжелая железяка, но и незаменимая деталь, от которой зависит комфортная езда, ресурс двигателя и его узлов.
А ещё она обеспечивает многие устройств автомобиля крутящим моментом: трансмиссию, генератор, карданы, и так далее до колес.
Конечно рассказывать об этом своей любимой девушке не обязательно, а вот друзьям автомобилистам через социальные сети сообщите. Пусть тоже читают наш блог – будет много интересного.
Почему повреждается коленвал
При работе двигателя практически всегда появляется необходимость восстанавливать коленвал. А виной его повреждениям только человек и условия эксплуатации автомобиля. Вот некоторые причины, по которым требуется ремонт:
Дешевые марки смазочного материала. Низкое качество масел для смазки — это первая и самая главная причина проблем с коленчатым валом. При постоянном использовании такого вида масел шлифовки не избежать. Если же это единоразовая мера по какой-либо причине, то вполне возможно дольше проездить без ремонта.

Моторная жидкость меняется позже срока. Помните, что пытаясь сэкономить на замене моторной жидкости, появляется острая необходимость в ремонте коленвала, что потребует гораздо больших затрат. При этом если и масло некачественное, то ремонт будут постоянным.


При постоянной эксплуатации с повышенной нагрузкой на системы.
При попадании воды в двигатель внутреннего сгорания.

При использовании некачественных деталей в ремонте или сборке двигателя.

-
Не работает датчик положения распредвала — признаки поломки, причины неисправности датчика и описание ремонта своими руками (120 фото и видео)
-
Шлифовка головки блока: пошаговая инструкция как своими руками отремонтировать головку блока цилиндров (130 фото)
-
Затяжка головки блока цилиндров: пошаговое описание схемы и советы по нормам момента затяжки (90 фото + видео)
Многих так же интересует сколько стоит шлифовка коленвала. Здесь все зависит от района проживания и запущенности проблемы.